新聞資訊
熱銷產品




咨詢熱線:
13951770588
電話: 18913397620
地址: 南京市江寧區祿口街道成功村鋪方路
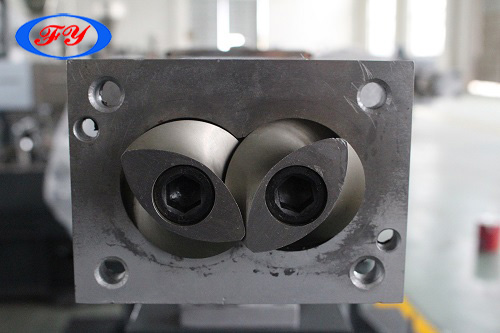
雙螺桿擠出機廠家為大家介紹雙螺桿擠出機的結構工藝及切換顏色和材料的方法
雙螺桿擠出機主要由塑化區、穩定化處理區域和脫揮區域三個部分組成,擠出機組的用途不同其選配用的輔助設備也不盡相同,它具有噪音低,運轉平穩,承載力大,壽命長等特點,可能大家對它還不是很了解,接下來就由雙螺桿擠出機的廠家為大家介紹一下雙螺桿擠出機的結構工藝以及切換顏色和材料的正確方法。

雙螺桿擠出機的結構工藝:
1、塑化區
塑化區是加熱投入的樹脂而形成熔融狀態。此區域的加熱溫度、時間等條件,只要使具有特定不穩定末端基團的含氟聚合物呈熔融狀態,就沒有特別限制。在塑化區域的后半部分,優選設置脫揮孔,在常壓下或減壓下除去至少一部分揮發性成分。則可以降低后述的穩定化區域中揮發性成分的分壓,可以有效地促進穩定化處理。
2、穩定化處理區域
穩定化處理區是進行熔融混煉并將特定不穩定末端基團轉變成一CF2 H。穩定化處理區域優選使用沒有推進力的捏合圓盤而形成。在此熔融混煉是在水和氧氣存在下進行。可以直接導人純水、離子交換水等或者水蒸汽;也可以伴隨著待處理的含氟聚合物導人。
水的加入量與不穩定末端基團的數目相同的水分子,但是實際上優選供給過量,例如至少1O倍的量。穩定化區域的壓力一般控制在0.2~10MPa,設定溫度控制在280~430℃ 。維持加壓的時間通常低于10min。
根據擠出機除去不穩定端基原理,穩定化處理區域內的熔融混煉除了在水存在下進行以外,最好在氧氣存在下進行。在經濟性方面通常使用空氣。在氧氣的存在下,熔融混煉物產生的碳也會被燃燒,可以抑制含氟聚合物著色。氧氣對不穩定末端基團羧基和氟酰基為惰性氣體,在熔融混煉的過程,其可以提高揮發成分的脫揮效率。

3、脫揮區域
脫揮區域是除去由于特定不穩定末端基團的分解等產生的高溫揮發成分。絕對壓力根據熔融混煉物的熔融狀態、混煉機的螺桿運轉條件而不同,通常減壓至熔融混煉物不侵入排氣噴嘴的程度,可以為0.01~0.1MPa,溫度控制在25O~C 左右嘲。
在一定量水和氧氣存在下,FEP通過雙螺桿擠出機擠出能有效地除去FEP不穩定末端基團。簡化了FEP不穩定端基的處理工藝流程,節約生產成本。
雙螺擠出機切換顏色和材料的正確方法:
1、產品的批量要與機器大小相對應。
2、寫出生產每個產品的清機或拆機的程序,這有助于操作人員計劃時間,消除他們關于會產生多少機頭料的爭論。

3、幫助操作人員,把清潔的操作工具擺放在擠出機周圍,如果頻繁換料,那就在擠出機周圍搞一個工作臺,把需要的東西都準備好。
4、研究原材料和成品流進流出操作現場的順序。安排好以使操作人員花費較少的精力在移動運輸工具上。
5、清除下一個產品對機器清潔程度的要求。
6、假如可能,要按照減少清機的順序排產。這就意味著要從淺色做到深色。反之,你不得不進行多次拆機。
