新聞資訊
熱銷產品




咨詢熱線:
13951770588
電話: 18913397620
地址: 南京市江寧區(qū)祿口街道成功村鋪方路
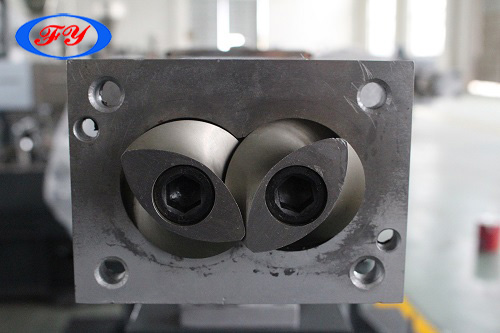
盛馳橡塑為大家介紹雙螺桿擠出機的操作規(guī)程及螺桿間隙調整的方法
為生產出高質量的產品,我們需要有熟悉工藝過程者嚴格地按操作規(guī)程操作雙螺桿擠出機,這樣以便在試車過程中發(fā)生意外時采取措施,防止事故發(fā)生,下面,小編就為大家簡單介紹一下雙螺桿擠出機的操作規(guī)程及間隙的調整,希望對大家有所幫助。

雙螺桿擠出機的操作規(guī)程:
1、原料準備好加入料斗后,依次序打開“油泵”、“主機”、“喂料”電源,將“主機調速調”至“100”RPM,觀察各部件是否正常工作,電流顯示是否正常,螺桿有無異響。
正常后將“喂料調速”調至“10”RPM,觀察喂料系統(tǒng)是否正常,正常后再分別將“主機調速”和“喂料調速”調至相應產品的工藝要求值,根據需要從玻纖口加入相應的玻纖。打開各輔機:“切粒機”,“振動篩”,“吹干機”等。
2、當口模出料后,打開真空泵。料條均勻且塑化良好時進行拉條切粒。塑化程度的判斷需憑經驗,一般可根據擠出物料的外觀來判斷,即表面有光澤、無雜質、無發(fā)泡、焦料和變色。若塑化不良則可適當調整螺桿轉速、機筒和機頭溫度,直至達到要求。如果切粒時長條,邊粒,并粒,粉末,水分等過多,需對過水量進行調節(jié)。
3、在擠出生產過程中,應按工藝要求定期檢查各種工藝參數是否正常,并填寫工藝記錄單。如果料筒局部溫度有偏高15℃以上時需要打開水泵電源,并將偏高區(qū)的手動閥門打開至合適程度。
4、按質量檢驗標準檢查產品的質量,發(fā)現問題及時采取解決措施并通知關技術人員。

螺桿間隙的調整:
1、螺桿的安裝與拆卸
安裝螺桿時,須把擠出機機筒轉到邊部,把螺桿1和螺桿2同時推倒機筒里去,再把機筒轉到工作位置緊好,稍微轉動螺桿,使螺桿花鍵位置與傳動軸上的花鍵一致并同心,把聯接套進去,固定安裝。
螺桿的拆卸,在基本排空機內的物料后,切斷電源,卸下機頭和機頭聯接體,打開在機身前端,手輪右邊的進氣球閥,使機筒支撐住下端充氣,然后將聯接套后退與螺桿花鍵脫落,打開緊固裝置,轉動手輪使機筒前移至一定位置把擠出機機筒轉到邊部,用銅棒在機筒前端擊螺桿,將螺桿拆除。

2、螺桿間隙的調整
把二根螺桿推到機筒里,再把機筒轉到工作位置,鎖緊,把二根螺桿向前推足,以螺桿與機筒間隙為零的一根為準,然后作為基準的螺桿后退,使之與機筒的間隙為0.1mm。
此時,螺桿與傳動軸之間的間隙即為需要的調整墊片的厚度,以調整好位置的的一根為基準,軸向移動另一根螺桿,測量出二根螺桿之間的軸向間隙,調整第二根螺桿的中間間隙位置,測量出螺桿與傳動軸之間的間隙,此時的間隙即為第二根螺桿需要調整墊片的厚度。
裝好調整片后退的第二根螺桿,測量它與機筒的間隙必須在0.1mm~0.15mm之間,不然必須再調整的一根螺桿與機筒的間隙,總之必須保證二根螺桿間的中間間隙位置同時與機筒的間隙在0.1mm~0.15mm之間。全部調整好后,可裝好調節(jié)墊片,并把聯接套就位。
